緊固件目前廣泛應用于機械、建筑、橋梁和采油等工程領域。作為大型結構件的基本單元,許多緊固件在工作中會出現裂紋、腐蝕、凹坑以及人為損傷等缺陷,而裂紋缺陷所占的比重和危害性都非常大,嚴重威脅著現有結構和機構的安全性和可靠性。
【傳統的裂紋檢測方法】
渦流檢測、滲透檢測、磁粉檢測、射線檢測和超聲波檢測;非常規檢測方法有聲發射、紅外檢測和激光全息檢測 。
【緊固件檢測案例】
(1)35K鋼法蘭盤螺母冷鐓開裂
35K鋼六角法蘭面螺母毛坯件,采用經退火拉拉拔盤條材料冷鐓制成,成形后螺母法蘭面開裂。經檢查35K盤條性能和表面質量良好,造成開裂的原因是螺母法蘭面冷鐓變形量過大,螺母冷鐓時開裂,見圖1和圖2。

圖 1 冷鐓開裂形貌 圖2冷鐓開裂形貌
(2) 螺栓光桿處的橫向缺陷
30CrMnSiNi2鋼螺栓使用一段時間后拆下定檢,經磁粉探傷檢測,發現螺栓光桿部位有吸附磁粉現象,沿圓周方向存在不同程度的磁粉顯示,見圖3。把吸附磁粉的螺栓制成金相試樣,發現吸附磁粉處有深約0.05~0.08㎜的機械損傷,分析為在加工過程或裝配過程造成,見圖4。
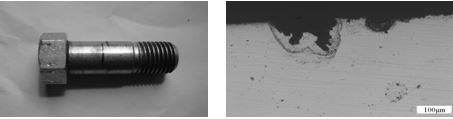
圖3光桿處沿圓周方向磁粉顯示 圖4 吸附磁粉處的缺陷
(3)自鎖螺母收口端面裂紋
30CrMnSiA鋼自鎖螺母加工工序為:六角棒機加工→收口→熱處理(淬火回火)→噴砂→表面處理。硬度要求HRC30~36。成品檢查發現螺母收口端面開裂,見圖5。金相組織觀察發現端面有多條不規則裂紋,開裂原因是因自鎖螺母收口端錐角大,收口端面處收口尺寸小,在收口應力作用下端面開裂,見圖6。
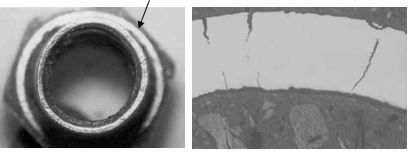
圖5 螺母收口端裂紋形貌 圖6 螺母收口端裂紋形貌
隨著社會經濟的不斷發展,對緊固件裂紋的檢測手段要求也越來越高,視覺檢測符合實時在線檢測、靈敏度高、操作簡單以及不易受外界干擾等要求,迅速準確地檢測到裂紋的位置、大小、寬度、深度和發展趨勢等;檢測結果以圖像方式顯示,可以進行數據分析、存儲;集檢測速度快、效率高、結果直觀于一體。