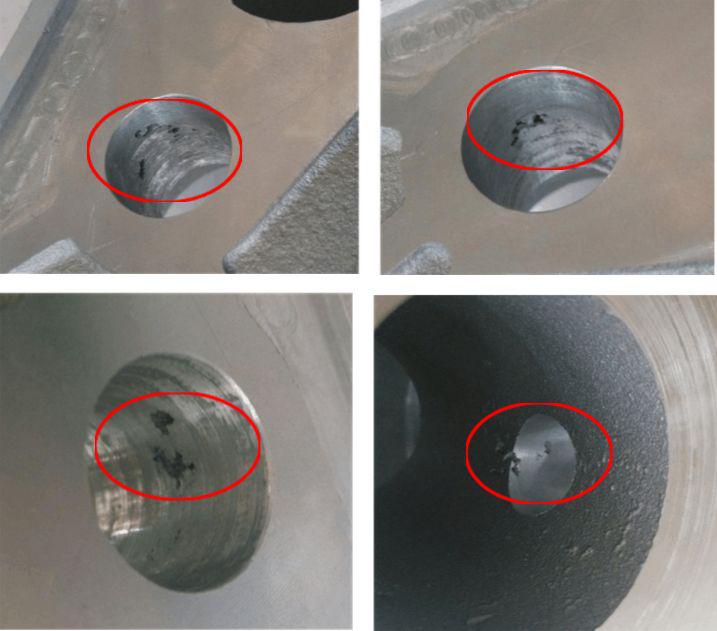
鑄件砂孔通常是指由于氣體或雜質(zhì)在鑄件表面或內(nèi)部形成的孔。有些人在鑄件的表面或內(nèi)部也有砂孔,稱為“砂眼”。鑄件表面的砂孔和渣孔通常統(tǒng)稱為“砂眼”。
【砂眼缺陷形成原因】
砂眼缺陷與工藝、模型、混砂、芯子造型、造型、下芯組合、澆注等工序有關,其中與工藝設計、下芯組合和澆注關系較大。在考慮解決砂眼缺陷的時候,就要從這些方面著手,綜合分析。
(1)由于砂型或砂芯膨脹,澆注系統(tǒng)設計不合理及澆注操作不當,造成砂型(芯)開裂,型(芯)砂脫落,產(chǎn)生沖砂、掉砂、鼠尾和夾砂結疤,脫落的型芯砂在鑄件內(nèi)形成砂眼。
(2)模型設計不良,造型、制芯后,局部存在尖砂。
(3)造型、制芯混砂配比、用砂不合理。
(4)由于造型、下芯、合型操作不當,發(fā)生塌型、擠箱、掉砂、壓壞砂型或砂芯
【系統(tǒng)功能優(yōu)勢】
1、深度算法:可以根據(jù)不良品綜合多維度的邊界特征,進行訓練,做到很多傳統(tǒng)算法不能做到的檢測項目,不斷提高檢測精度;
2、缺陷標識:發(fā)現(xiàn)瑕疵時可進行聲光報警,同時產(chǎn)品幅面邊緣可以進行自動標記,提示及時修復,避免大量缺陷產(chǎn)品的產(chǎn)生;
3、信息打印:在檢測到瑕疵時系統(tǒng)會自動統(tǒng)計出當前瑕疵的圖像、面積、位置、大小等信息,同時可連接打印機選擇打印信息;
4、數(shù)據(jù)庫管理:可以對生產(chǎn)的每卷材料進行精確的質(zhì)量統(tǒng)計,詳細的缺陷記錄和統(tǒng)計為生產(chǎn)工藝及設備狀態(tài)提供了方便,有效保證產(chǎn)品質(zhì)量;
5、系統(tǒng)聯(lián)動:當系統(tǒng)檢測到疵點時進行聲光報警,也可在系統(tǒng)中加入其它連鎖I/O輸出;
6、統(tǒng)計分析:功能豐富的OA軟件,具備存貯、報警、統(tǒng)計分析、報表等功能;
總結 使用視覺檢測鑄造工件的砂孔有砂粒、砂孔、砂塊、砂塊等缺陷可以對這些鑄件缺陷的數(shù)量、面積、大小等進行分析,以更好地改善和提高產(chǎn)品質(zhì)量。國辰機器人擁有6年得經(jīng)驗、幫助很多企業(yè)實現(xiàn)檢測服務